高精度焊接钢管具有几何尺寸精度高、内外焊缝质量好、壁厚均匀等
精制焊管制造过程中的各种缺陷,一般可在生产过程中经扁平、扩口或水压测试后发现,但也有部分缺陷,特别是内在缺陷,目测不易发现和判断,但在使用过程中或以后冷加工时可能出现。所以,有必要对生产线上产品的缺陷进行实时检测,以便及时发现。考虑到焊管机组生产效率高,可避免产生成批的低质量焊管,对出厂成品质量和后步冷加工质量也有一定的保障。
")
焊缝中的焊缝探伤方法很多,常用的焊缝探伤方法有焊缝探伤、涡流探伤和漏磁探伤。旋涡探伤适用于对金属材料的表面缺陷及接近表面的缺陷的探测;漏磁探伤适用于对表面及一定深度的内部缺陷。对埋藏的裂纹和在其中心热影响区域出现的裂纹,可以准确地找到细长缺陷,对其顶部未焊透的裂纹也可以找到并定位。经探伤,发现焊管未焊透、焊缝未熔透、夹渣、焊缝收缩裂纹,内外表面呈横向纵条及分层。
焊缝探伤检查分为两个层次:一是定径段内的焊缝探伤,其作用是对焊缝质量进行监控;二是焊缝的焊缝检验,其目的是保证焊缝的全部质量。
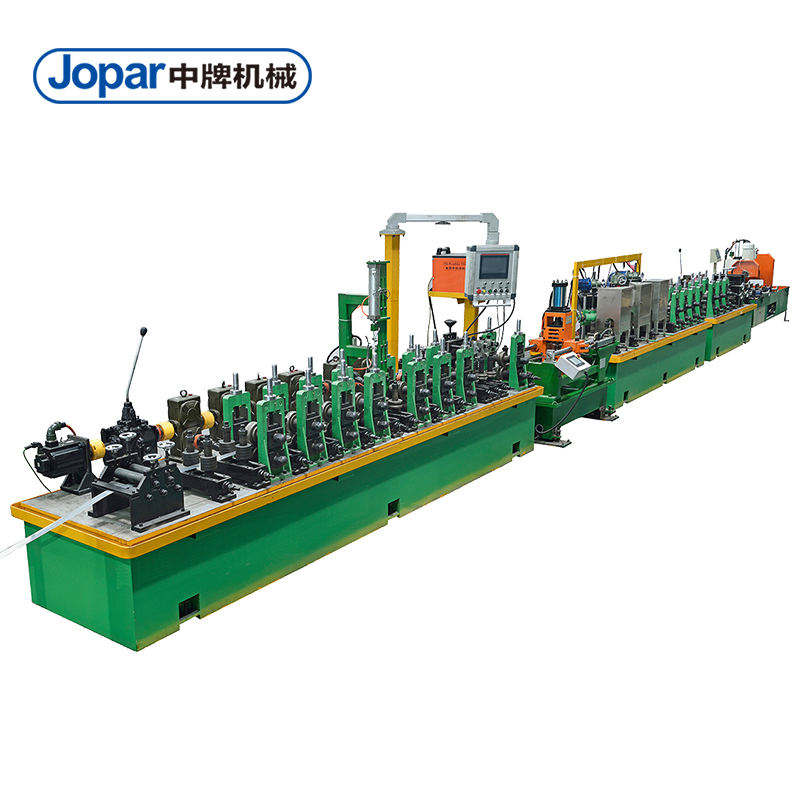
中牌焊管钢管焊接。
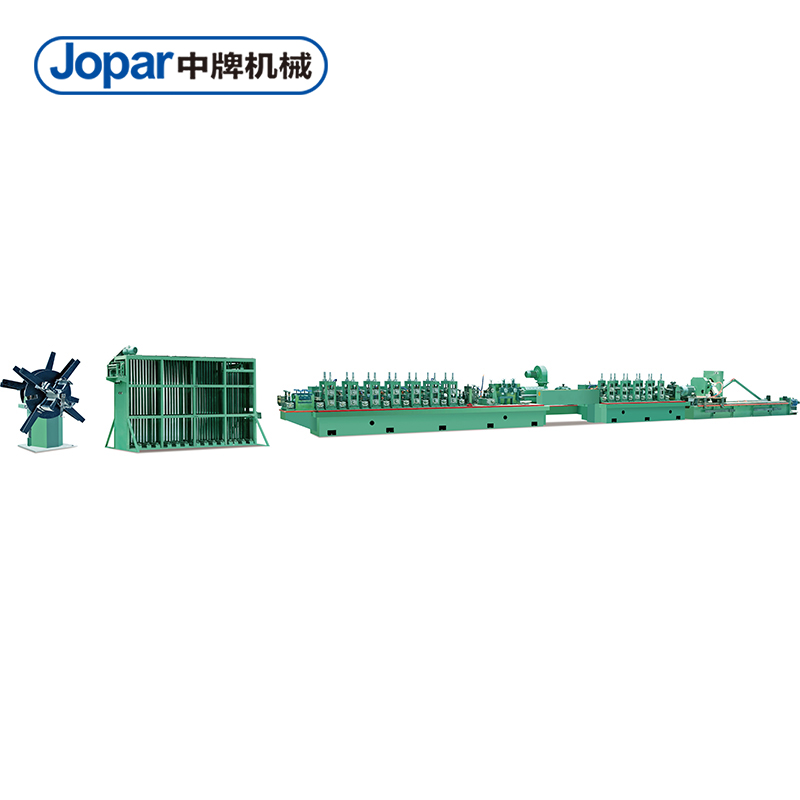
高精度焊接钢管具有几何尺寸精度高、内外焊缝质量好、壁厚均匀等特点。所以,在生产过程中,焊管成型机组及配套设备都有下列要求:
1高刚度、高强度的成型和定径机座:为降低焊管机组在最大负荷运行时的强塑变形,使各机座的总累积误差减小,从而提高精密焊管的尺寸精度。故需提高机架、平辊、轴承座、压下压、上机械等刚度及强度及机加工精度。进行设备选型时,应选用重载配置的焊管机组和配套设施。
增强型机座2~3座:为减少弹性变形,加工道次相应增加。一般情况下,精密焊管机组成形变形加工道次较普通焊管机组增加2~3道次,故成形机座需增加2~3个。
3为保证各机组的轧制中心线(垂直中心线)与机座道次统一致,在基轴的中心处,两侧的定位尺寸和中间套要精确。设备应具有准确的定位基准。对于水平直线的位置,应根据工艺要求,形成上山线(下山线)或平直线,保证不会出现曲线波动,因此要求机座配置压上压下机构,以便于调节。
四辊模对强度、韧性、耐磨性、表面光洁度、尺寸精度、硬度等要求高,硬度均匀。
焊管机组要配置润滑油循环装置,对轧辊进行冷却润滑,减少轧辊变形的钢带,表面应力,防止表面刮伤,减少微裂纹。
焊管。


同类文章排行
- 【中国正能量2021】策马雪原女副局长贺娇龙:最大的正能量是
- 不锈钢制管机厂家|2022年假通知
- 不锈钢制管机的正确操作方法都有哪些?
- 中牌不锈钢制管机操作使用教程
- 焊管机械设备怎样延伸机器寿命?
- 不锈钢焊管机揭秘不锈钢管出产流程
- 不锈钢焊管机职业变化是增加的时机
- 中牌不锈钢制管机直缝焊接钢管的工作原理
- 不锈钢制管机为你解析圆管抛光工艺
- 不锈钢制管机的正确操作方式
